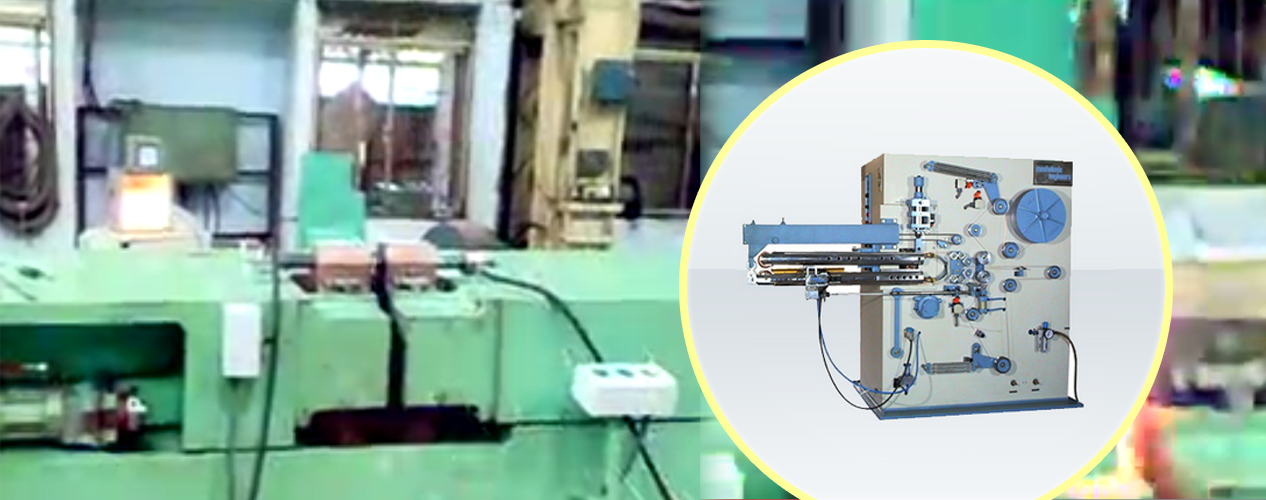
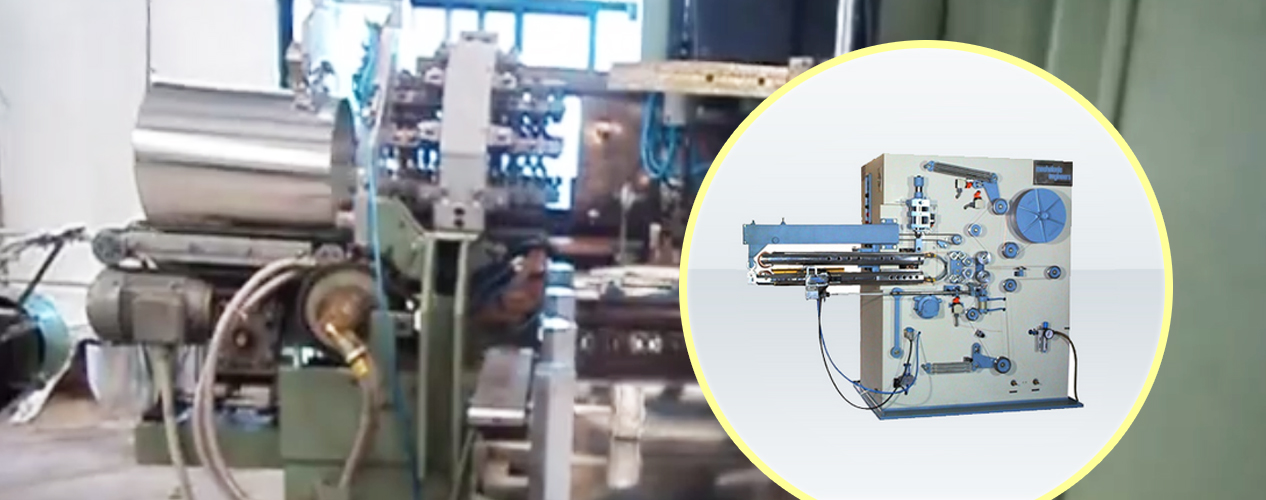
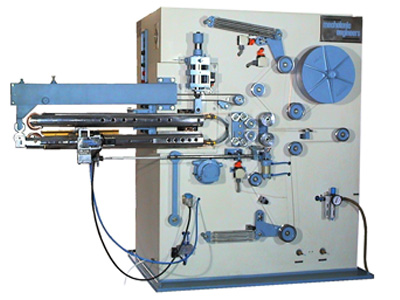
Side Seam Welders
MECHELONIC ENGINEERS Container Side Seam Welding Machine model 18-51 is a trustworthy and economic way of producing consistent, faultless and narrow weld at highest working speeds eliminating need of skilled operator.
Weldability:
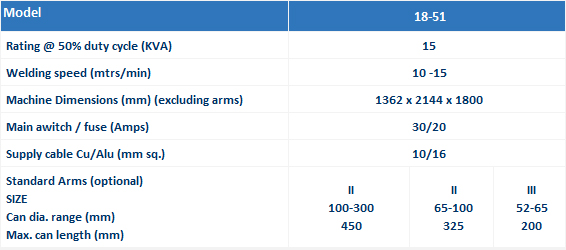
The machine is capable of welding a wide range of materials, Tin sheets, Black and TFS sheets (after proper edge cleaning) with thickness ranging from 0.2 to 0.4 mm and body diameters ranging from 52 to 300 mm and body height upto 450 mm depending on the lower arm size.
Intermediate Electrode:
Use of electrolytic copper wire as an intermediate electrode between weld wheel and tin sheet, avoids deposition of molten tin on weld wheels and ensures consistent, quality weld without frequent cleaning of wheels.
Welding Arms:
Upper arm made out of high tensile brass is common for complete range of can diameters and is actuated by a hydropneumatic-damping cylinder to avoid initial impact on contact with lower weld wheel and to maintain constant welding force. Lower arm is complete with carriage guide rail, Z-bar, weld wheel etc. Three standard sizes of lower arms are available. Any one size of arm will be provided with machine, other sizes will be available at extra cost.
Weld whels & Z-bars:
Antifriction, mercury contact weld wheels made out of special copper alloy & Z-bars made out of wear resistant material are available in three standard sizes i.e. 52, 65 and 100 size suitable for respective arms. These wears out parts are available as spares off the shelf. Standard overlap provided on Z-bar is 4 mm.
Carriage:
Carriage assembly with built-in pneumatic clamping and limit switches for low/high current initiation, auto cut off and frame contract is mounted on antifriction bearings and can be adjusted for different can lengths easily. Different sizes of carriages are available to match each size of arm. Movement of carriage is actuated by automatic fly-start system to maintain normal welding speed from the start.
Electronic Control:
High precision fully solid state welder control incorporating thyristors permits uniform weld quality. Two-stage heat control unit controls the intensity of weld current at the beginning of weld cycle at desired low levels. Current control is through transformer taps and potentiometers.
Operation and work cycle:
Once the welding parameters like current, pressure, speed, carriage positioning, high /low heat and cut-off limit switch setting is over, operator must feed a pre-rolled sheet into the carriage and Z-bar, pushing it lightly against frame contact actuators.
On actuation of frame contact limit switches all further operations take place automatically.
Rolled body is clamped at the rear with pneumatic clamps.
Upper welding roller comes down making contract with lower weld wheel and welding pressure is developed between wheels by hydropneumatic clamping cylinder and spring.
Once the correct welding force is generated, the switch fitted on cylinder actuates wire feed system.
The carriage is pushed forward at the start of operation by means of fly-start mechanism.
Initially reduced current is applied for a pre-determined length and thereafter-full welding current is provided. The weld initiation with reduced current and change over to full current is done automatically by welder control.
At the end of weld, the current is cut-off, wire, feed system stops and upper weld wheel goes up automatically.
The job can be taken out after clamps are released and carriage is pulled back by spring balancer making machine ready for next cycle.
Provision is also made for foot switch initiation in place of frame contact to initiate weld cycle.
Easy Maintenance:
Open side mounting of weld wheels, with easy accessibility to every working part along with use of highly reliable, high quality parts like solenoid valves, bearing, weld wheels, etc. reduce the need and frequency of maintenance.
A class 'F' insulated welding transformer and other specially built assemblies like drive unit, wire reservoir, control system allow 24 hour continuous operation of machine.
Service Facilities: (to be provided by customer)
Compresses Air:
Minimum pressure 5.6 Kg./cm sq.
Cooling Water:
10 LPM @ 3 kg/cm sq. pressure and 18 degrees C for welding arm cooling. 10 LPM @ 3 kg/cm sq. pressure and 30 degrees C for thyristor cooling |