Drawn Arc Stud Welder
 |
|
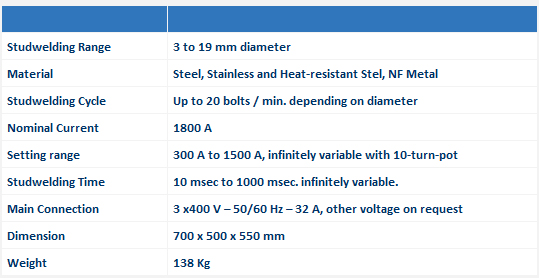
| Technical Data | |
 |
|
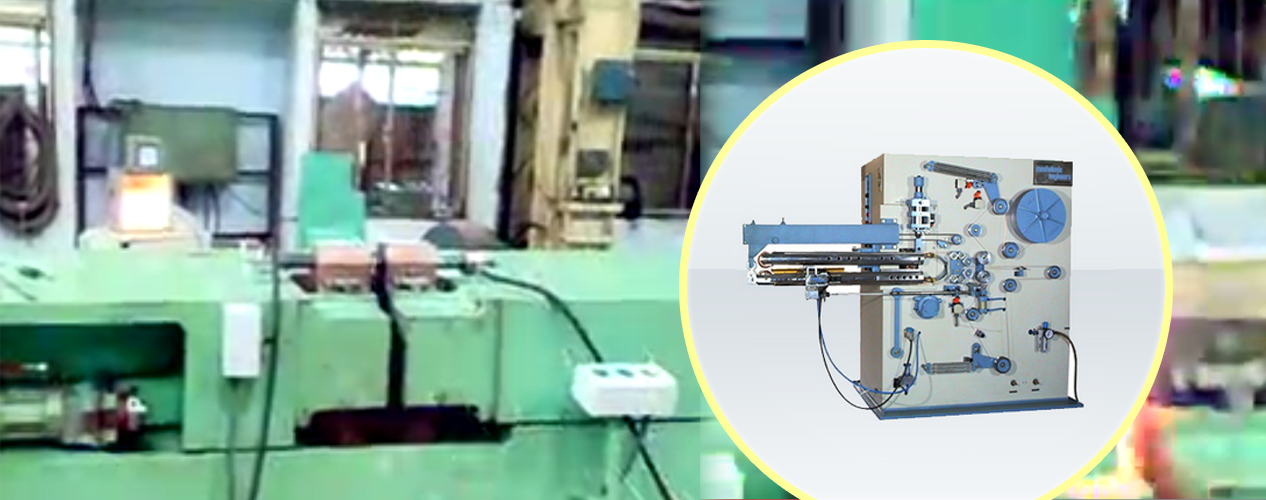
Drawn Arc Stud Welder To heat and solidify copper flexible link manufactured from bunch/stack of copper-foils, used in Electrical and Chemical Industries.
Principle: The stud and the ceramic ferrule is loaded into the stud-welding gun. The gun is positioned on the work piece. After gun triggering the stud lifts by producing pilot-arc approx. 1 to 4 mm from the work piece. The lifting way depends on the diameter. Afterwards the main arc is started. The stud front-surface and the work-piece surface in the area of the ceramic ferrule becomes molten. The ceramic ferrule limits the arc area. After an infinitely variable adjustable weld time the stud is pressed by feather pressure in the molten metal and the main current is switched off. After removing the gun from the welded stud, also the ceramic ferrule has to be removed. As a weld result you see a homogeneous connection with calibrated welding fillet. Besides drawn-arc welding with ceramic ferrule, shielding gas can be also used as a weld-pool protection. The horizontal weld position should be preferred, because there is no ceramic ferrule to hold the molten metal in position.
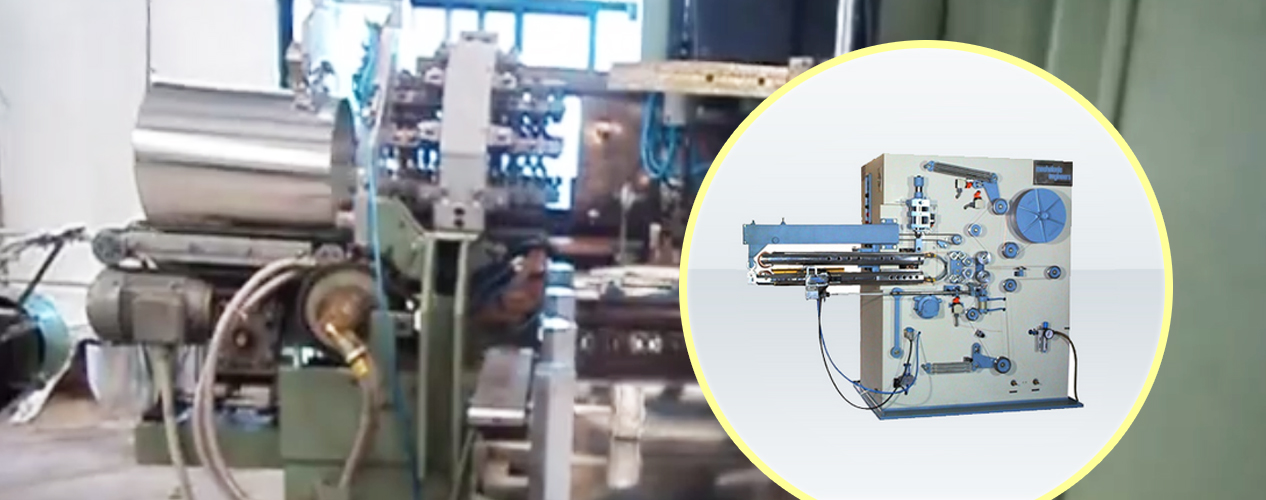
For many applications in the thin metal area the short-cycle stud welding has proved itself. With high weld current the weld time is extremely short(<0.1 sec.) The use of ceramic ferrule or protective gas can be renounced. The special stud form as well as the standard studs are standerdised in EN ISO 13918 standard.
Stud-welder AS 2116-MC: The studwelder AS 2116_MC controls all procedure variations of drawn-arc stud welding: a. Studwelding with ceramic ferrule upto 19 mm diameter. The device is microprocessor-controlled and can be adapted to all stud-welding jobs optimally. All control boards and service functions are integrated. interfaces and additional functions for the automatic operations are selectable by software. |
|


