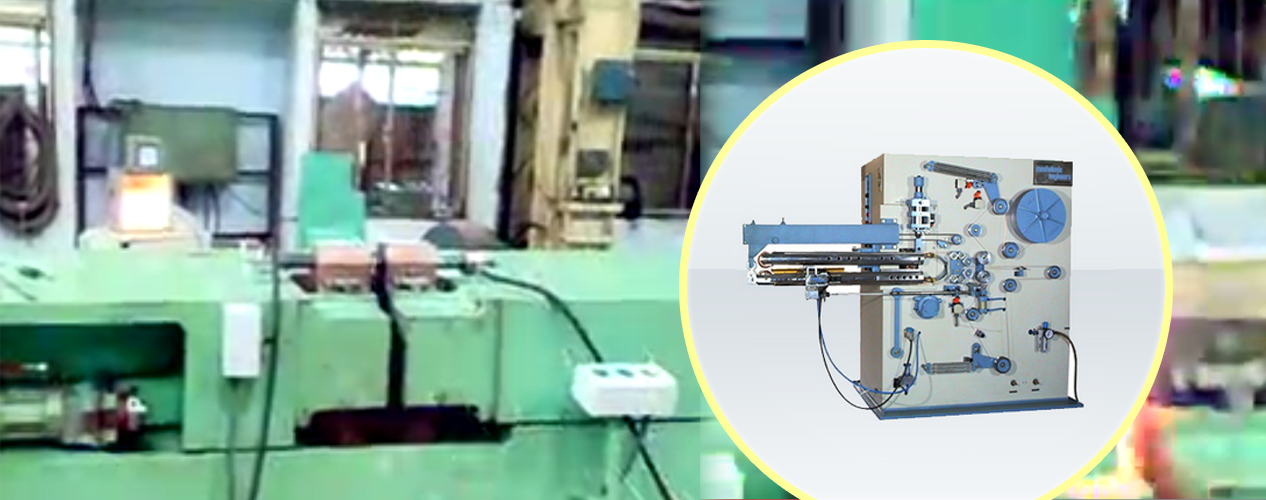
Resistance Heating and Upsetting Machines are designed for use in drop forging and valve industry. Generally upsetting can be applied to almost any application calling for the gathering of stock material to enable a component to be produced with the minimum of press works. The perfect “grain-flow” obtained, together with extremely short heating times the upsetting machine is ideal for a variety of jobs and almost in all cases no external or additional heat is required for the subsequent forging operations.
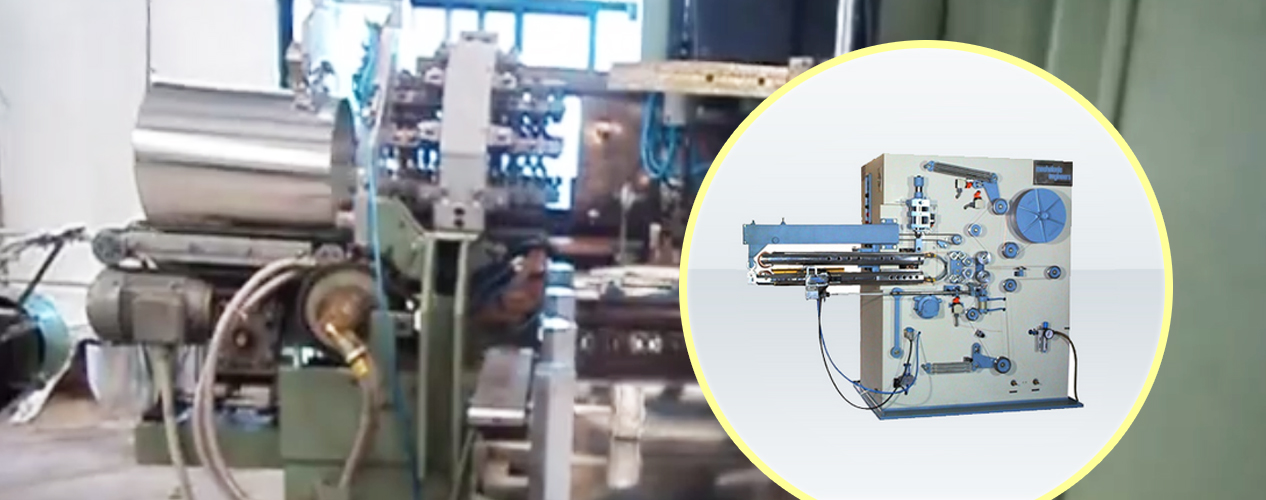
These machines are employed for the production of a wide range of shapes and sizes such as formation of beads, bulbs, collars, stops and flanges on rods as well as tube stock as required in the manufacture of parts like valve heads, bolt heads, control rods, bobbins etc.
A typical application of this machine is to produce upset blanks for the subsequent manufacture of engine valves.
Specifications:
Type(Vertical or Horizontal):
Actuated by pneumatic hydraulic or fully hydraulic system.
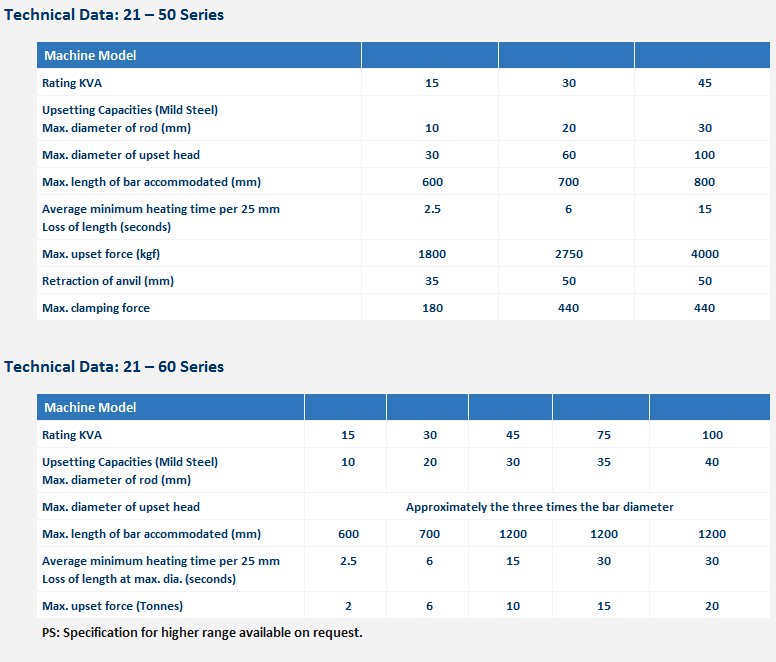
Standard Rating:
Pneumo Hydraulic:15,30.45 KVA
Hydraulic: 15,30,45,75,100,150,200 and 300 KVA.
Workable Materials:
Low, medium and high carbon steels, special alloy, stainless steel, non-ferrous material such as copper, brass, bronz etc.
Upsetting Forces:
The work piece is firmly gripped in pneumatically/hydraulically operated sliding contact dies. one end of the rod rests on the upset slide operated from pneumatic/hydraulic cylinder; the top end of the rod which is to be upset rests against the anvil whose movement is controlled by an adjustable hydraulic flow control valve. The transformer output is connected between the clampingdies and the anvil. On application of the ram pressure and high amperage current, the length of the work piece between the clamping dies and anvil heats up and gather. Simultaneously, the rod is slowly pushed through the clamping dies and the anvil is retracted gradually until the required shape of bulb is formed.
Semi-automatic Operation:
Apart from the material loading and unloading of the work pieces, all machine operations are carried out automatically.
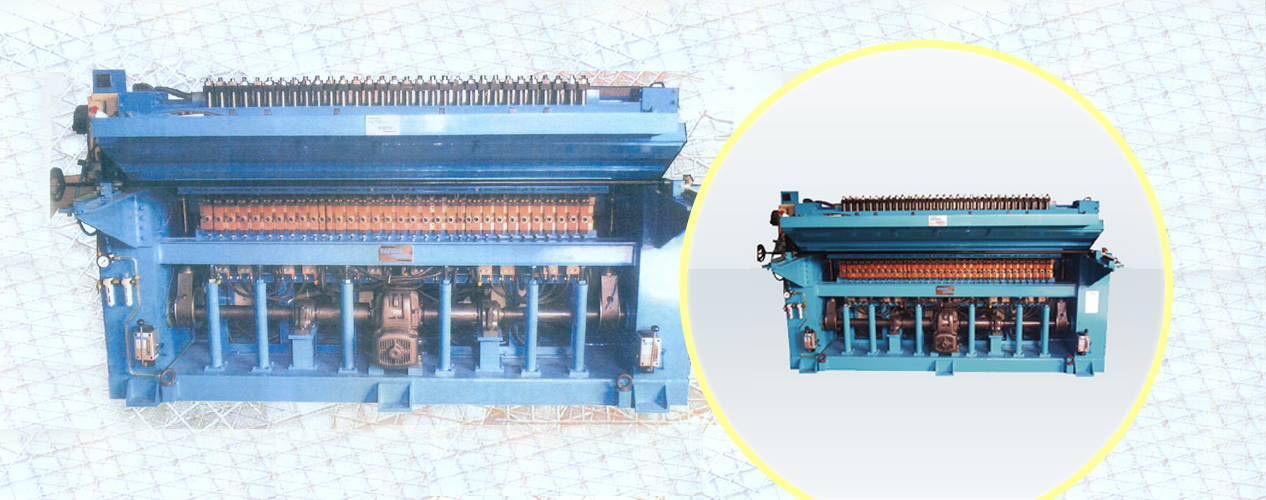
Construction:
The main frame of this machine is of heavy, rigidly reinforced welded steel plate construction. It combine a compact, streamlined appearance and maximum resistance to mechanical deflection. the frame will support the transformer, gathering cylinder with adjustable ram, hydraulically controlled retracting anvil assembly and contact clamps, all these features being generally as detailed below.
Gathering Cylinders:
Upsetting pressure will be provided from a double acting Air/ Hydraulic cylinder, mounted on the machine and coupled to a slide mounted on the machine and coupled to a slide mounted on which will be provided a replaceable cup locator to locate and support the free end of the stock prior to and during the up-setting sequence.
Screw adjustment will be provided on the coupling between the operating piston and the saddle unit to cover for a wide range of component lengths. Upset pressure will be applied automatically at the correct point in the operating sequence, and will be removed when an adjustable dog operates a limit switch. The length loss can be adjusted by adjusting the position of the limit switch dog.
Contact Clamps:
These clamps are arranged to engage on the diameter of the bar to complete the heating current circuit and will be an air/hydraulically operated assembly fitted with one set of replaceable clamp inserts. The clamp assembly provides initial support to the incoming bar blank and thereafter retracts to free the heated blank for transfer away from the machine.
Anvil Assembly:
The unit comprises of a slide mounted in line with the contact clamps, and supporting a water cooled electrode holder which will be lifted with the replaceable anvil pad. The complete sub-assembly is arranged to retract along sideway during the upsetting sequences at a retraction rate controlled by a closed circuit hydraulic system incorporating a variable orifice flow control valve. On completion of the upsetting sequence the heat will be returned to its start position by pressing the reset push button.
Air/Hydraulic Control:
The machine will be supplied complete with all the necessary air/hydraulic control equipment, including air line filter, lubricator, gauges, pressure regulator, heat exchanger, pump motor, control valves etc.
Water flow Switch:
Can be supplied as optional for machine and thyrister control.
|